| Home | | | Scope | | | Types/Configs. | | | Schematics | | | Heat Balance | | | Heat Trans1 | | | Heat Trans2 | | | Process | | | Circulation | | | Other | | | Publications | | | Calculators |
A simple, economical steam system consists of certain basic components:
A steam trap is a device that automatically senses the difference between steam, non-condensable gases and condensate. It assures retention of steam within the system, while removing condensate and non-condensables.
There are several different kinds of steam trap designs, varying
according to application demands and requirements. In this section
we'll learn how to determine which trap is needed for a specific
job.
Types of Steam Traps
An effective steam trap maximizes the efficiency of a steam system in three ways:
Mechanical traps operate by using the difference in density between steam and condensate. A float within the trap detects the variance in weight between a gas and a liquid.
Thermostatic traps detect the variation in temperature between steam and condensate at the same pressure. The sensing device operates the valve in response to changes in the condensate temperature and pressure.
Thermodynamic Traps use volumetrics and pressure differences that occur when water changes state into gas. These changes act upon the valve directly.
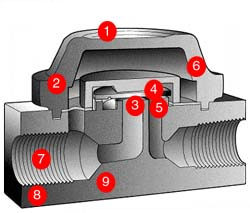
The inverted submerged bucket steam trap is a mechanical trap that operates on the principle of the difference in density between steam and water.
 |
Step 1 |
 |
Step 2 |
 |
Step 3 |
 |
Step 4 |
Modulating OperationThe inverted bucket trap can also operate in "modulating" mode. This partially opening, instantly closing operation occurs quickly enough that the output flow from the trap appears to be continuous. This operation is used during very low-load periods when fluid dynamics in the discharge orifice cause the trap to behave differently. When the valve begins to open, a small flow of condensate starts through the cracked valve. The pressure drop across the valve, combined with the small opening, causes the condensate to flash into steam and to increase the velocity of the steam through the orifice. This, in turn, increases pressure drop. The net result is an increase in the forces acting to close the valve. When condensate flow into the trap is sufficiently large (relative to the instantaneous flow through the discharge port), the water level under the bucket rises rapidly. This counters the increased closing force at the discharge orifice, and the valve is pulled free of the seat. However, if condensate flow in the trap is quite low, the level under the bucket may not increase rapidly enough to counter the increased closing force, and the valve is pulled shut. |
|
|
||
| 1. | The bucket vent provides continuous and automatic air venting. For situations with heavy start-up air loads, large or thermic vents can be substituted. | |
| 2. |
The "free-floating" linkage, self-lapping valve, and seat and bucket are made of stainless steel. Steam does not reach the water-sealed discharge valve. There is virtually no live steam loss through the valve. Purging action breaks up films and speeds them through the system. Continuous draining does not back up condensate. | |
| 3. |
The IB trap is available with a number of material choices, connection choices, and sizes. IB typically fails open. Back pressure diminishes capacity. | |
| 4. | Resistant to multiple occurrences of water hammer and freezing damage. | |
| 5. |
The open bucket is resistant to damage from water hammer and freezing. The relatively small passage under the bucket ensures that small dirt particles will be picked up and carried out of the trap. | |
A float and thermostatic trap is a mechanical trap that operates on both density and temperature principles. Float and thermostatic traps provide high air-venting capacity and are suitable for both industrial and HVAC applications.
 |
Step 1 |
|
| |
 |
Step
2 As steam accumulates in the trap, it heats the charge in the thermostatic valve until it vaporizes, expanding the bellows or wafer and closing the valve. Note that even though the steam is trapped by the condensate level and the thermostatic valve, condensate is still draining at the same rate that it enters the trap. |
|
| |
 |
Step
3 If enough air enters the trap to cause the temperature in the gas space to fall below steam temperature, the thermostatic valve will open to vent it. If the condensate load from the heat exchanger falls sufficiently, the float valve closes until the condensate level rises again. In this way steam is trapped in the exchanger regardless of the air or condensate load to the trap. |

|
1. | Float can collapse under recurring instances of freezing and water hammer. |
| 2. |
Thermostatic bellows can be damaged by freezing and water hammer. Thermostatic trap fails open or closed. High placement of valve reduces chance of condensate blocking air flow. Valve wide open at start-up. Vents non-condensables under low-pressure conditions. Continuous drainage. There is a small amount of live steam loss through the thermostatic element every time it opens. | |
| 3. | Stainless steel is corrosion-resistant. | |
| 4. | Float valve typically fails closed. | |
| 5. |
Condensate valve is water-sealed, which prevents steam loss. Condensate is discharged close to steam temperature. Float valve typically fails closed. | |
| 6. |
Back pressure reduces trap's capacity. F & T traps are available for use with a wide range of pipe sizes, capacities and pressures. |
Thermostatic steam traps detect the variation in temperature between steam and condensate at the same pressure. The sensing device operates the valve in response to changes in the condensate temperature and pressure. These traps are generally used on applications with very light condensate loads.
 |
Step 1 |
|
| |
 |
Step 2 |
|
|
|
| 1. |
Small and lightweight. Wide range of pressures, loads, materials and connections available. |
| 2. | Handles start-up loads. |
| 3. | Sub cools condensate. |
| 4. | Vents air at low pressures. |
| 5. | Does not stand up well to water hammer. |
| 6. | Thin, flexible metal parts are subject to corrosion damage. |
| 7. | Can be damaged in freezing environments. |
| 8. | Easily fouled by dirt. |
| 9. | Fits into limited spaces. |
| 10. | Back pressure only reduces the capacity of the trap. |
| 11. |
Can be used as air vents.
Valve fully open at start-up. |
Automatic differential condensate controllers are designed for applications where condensate must be lifted from a drain point or applications that use gravity drainage and require increased velocity to aid in their operation.
Lifting condensate from the drain point reduces the pressure of condensate, causing a part of it to flash into steam. Since ordinary steam traps cannot distinguish flash steam from live steam, they close and impede drainage.
Increased velocity with gravity drainage aids in drawing condensate and air to the differential condensate controller, where it vents the secondary steam. Secondary steam is then collected for use in other heat exchangers or discharged to the condensate return line.
Drainage equipment capacity varies a great deal depending on the application. A single condensate controller provides sufficient capacity for most applications.
 |
Differential controllers are constructed similarly to inverted bucket steam traps. The difference is that DCs have a secondary outlet tube mounted coaxially in the inlet tube under the bucket. At the top of the secondary outlet tube is an umbrella-shaped guard that prevents inlet steam, air or condensate from flowing directly into the secondary outlet. Condensate is discharged from the primary orifice at the maximum pressure differential, the same as in an IB trap. A manual metering valve located in the secondary steam outlet piping sets the pressure differential under the bucket. It is adjusted to match the pressure reduction created in lifting the condensate. In this manner, the flash steam, as well as any non-condensables, will be evacuated through the secondary outlet. |
 |
|
| 1. |
Low-pressure air venting.
Continuous drainer. |
| 2. |
Resistant to wear and
corrosion. Bucket and linkage are stainless steel and free-floating. |
| 3. |
Self-lapping stainless steel valve. Valve does not pass live steam. |
| 4. | Back pressure reduces capacity. |
| 5. | Resistant to water hammer and freezing damage. |
| 6. | Removes small dirt particles. |
| 7. | Few moving parts means long service life. |
| 8. |
Manual metering valve required to adjust secondary steam output. Secondary orifice provides continuous air venting. Handles heavy start-up loads. Constant, controlled flow provides scrubbing effect. |
The controlled disc trap is a time-delayed device that operates on the velocity principle. It contains only one moving part, the disc itself. Lightweight and compact, the controlled disc trap meets the needs of many applications where space is limited.
In addition to the disc trap's simplicity and small size, other advantages include resistance to hydraulic shock, the complete discharge of all condensate when open, and intermittent operation for a steady purging action.
 |
Step 1 At start-up, the disc is pushed off its seat by any air or condensate entering the trap. When the steam enters the trap, it passes through the reduced area at the face of the disc, increasing in velocity and, therefore, decreasing in pressure. Some of the steam is discharged directly into the outlet stream, but a portion of it (along with some entrained condensate) passes to a control chamber above the disc. The disc snaps shut because the pressure in the control chamber above acts on the whole disc, while the inlet pressure of the high-velocity steam acts only on a small area of the disc. |
|
| |
 |
Step 2 |
Some manufacturers provide a steam jacket around the control chamber to prevent the blow-through of live steam when the trap is exposed to environmental conditions such as cold temperature or rain. Others supply insulating covers for the same purpose.
|
|
1. | Constructed of carbon steel and stainless steel. |
| 2. |
Small, lightweight design. Available over a range of pressures and
capacities. Several pipe sizes and connecting fittings available. | |
| 3. |
Valve requires maximum differential
pressure. Operation hampered by low inlet pressure or by back pressure. | |
| 4. | Violent snapping action of disc can wear the seat, causing short service life. | |
| 5. | Small orifices can become blocked by dirt and scale. | |
| 6. | Simple mechanism, no linkage. | |
| 7. | Condensate often cools below steam temperature before removal. | |
| 8. | Fits into limited space. | |
| 9. | Resistant to corrosion, freezing and water hammer. |
The bimetallic trap operates on the temperature principle using two layers of metallic elements, each with different expansion coefficients.
Careful choice of materials and surface treatments in bimetallic traps makes them highly resistant to the erosive action of flash condensate and prevents wear on the trap's valve and seat material.
 |
Step 1 At start-up, the trap is cold and the bimetallic element is relaxed. The valve is wide open. |
 |
Step 2 |
|
|
1. | Vents non-condensables at low pressure. |
| 2. | Resists corrosion damage. | |
| 3. |
Handles light loads well. May need to pre-set operation range. | |
| 4. | Handles start-up loads well. | |
| 5. | Easily clogged by dirt. | |
| 6. |
Available in a number of connecting types and sizes as well as a range of pressures and capacities. Robust construction resistant to water hammer. | |
| 7. | Operates well in freezing environments. | |
| 8. |
Sub cools condensate. Only the trap capacity is affected by increased back pressure. |
In HRSG systems, many different types of dampers and louvers are employed. The type and construction used is dependent on the purpose it is used for. Dampers and louvers can generally be broken down by the following types.
 |
Butterfly dampers are single blade, low leakage or minimum leakage dampers utilizing a round, square or rectangular blade. Butterfly dampers are well suited for on/off service or flow control balancing. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used. |
 |
The parallel design is used primarily for isolation. The use of blade edge and jamb seals achieves minimal leakage past the closed damper. These dampers are used mostly in air preheat and heat recovery systems. They would be used where a tight shut off is required, such as isolating one unit from another in a multiple unit system. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used. |
 |
The opposed design exhibits the best flow control characteristics with moderate leakage past the closed damper. This type damper would be necessary if the accuracy of the flow amount is required or if the flow pattern must be maintained, such as when entering a burner zone. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used. |
 |
The double louver design utilizes two banks of blades. Zero flue gas leakage is achieved by pressuring the area between two closed banks of blades with seal air. The parallel/opposed configuration provides zero leakage yet retains good flow control characteristics. These dampers can be found in applications where fast bypass capability is required during an upset condition. Double louvers can also be found where overhead space is not available to install a slide gate damper. |
 |
Slide gate isolation dampers are available in low leakage and zero leakage designs utilizing either machine screws or chain drives. Slide gate dampers can be furnished with electrical actuators, air actuators or hydraulic actuators. |
 |
Flow diverter dampers are utilized on many process and heat recovery systems to direct the flow in one or two directions. In a heat recovery system, the diverter damper would normally direct the gas to a waste heat recovery system or in a bypass mode through a silencer and stack. The diverter damper can also be furnished with a single end pivoted blade to direct the gas flow into one of the two outlets. The metallurgy of the damper is based on the design temperature and pressure of the system. |