| Afghan Energy, Chemical & Mining Industries resource for Renewable Energies, Irrigation & Sustainable Industries. |
Sulphuric Acid ProductionThe European Sulphuric Acid Association (ESA) and the European Fertilizer Manufacturers Association (EFMA) have prepared recommendations on Best Available Techniques (BAT) in response to the EU Directive on integrated pollution prevention and control (IPPC Directive). This Booklet (based on Report EUR 13006 EN) has been prepared by ESA and EFMA experts drawn from member companies. The recommendations cover the production processes of Sulphuric Acid and Oleum and reflect the industry perception of which techniques are generally considered to be feasible and present achievable emission levels associated with the manufacturing of the products. The Booklet uses the same definition of BAT as that given in the IPPC Directive. BAT covers both the technology used and the management practices necessary to operate a plant efficiently and safely. The focus is primarily on the technological processes, since good management is considered to be independent of the process route. The industry recognises, however, that good operational practices are vital for effective environmental management and that the principles of Responsible Care should be adhered to by all companies. Two sets of BAT emission levels are given:- - For existing production units where
pollution prevention is usually obtained by revamps or end-of-pipe
solutions The emission levels refer to emissions during normal operations of typical sized plants. Other levels may be more appropriate for smaller or larger units and high emissions may occur in start-up and shut-down operations and in emergencies. Only the more significant types of emissions are covered and the emission levels given do not include fugitive emissions and emissions due to rainwater. The emission levels are given both in concentration values (ppm or mg.m-3) and in load values (emission per tonne 100% wt sulphuric acid). It should be noted that there is not necessarily a direct link between the concentration values and the load values. It is recommended that the given emission levels should be used as reference levels for the establishment of regulatory authorisations. Deviations should be allowed as governed by:- - Local environmental requirements, given that
the global and inter-regional If authorisation is given to exceed these BAT emission levels, the reasons for the deviation should be documented locally. Existing plants should be given ample time to comply with BAT emission levels and care should be taken to reflect the technological differences between new and existing plants when issuing regulatory authorisations, as discussed in this Booklet. There is a wide variety of methods for monitoring emissions. The emission levels given are subject to some variance, depending on the method chosen and the precision of the analysis. It is important when issuing regulatory authorisations, to identify the monitoring method(s) to be applied. Differences in national practice may give rise to differing results, as the methods are not internationally standardised. The given emission levels should not, therefore, be considered as absolute but as references which are independent of the methods used. ESA would also advocate a further development for the authorisation of sulphuric acid plants. The plants can be complex, with the integration of several production processes and they can be located close to other industries. Thus there should be a shift away from authorisation governed by concentration values of single point emission sources. It would be better to define maximum allowable load values from an entire operation, e.g. from a total site area. However, this implies that emissions from single units should be allowed to exceed the values in the BAT recommendation, provided that the total load from the whole complex is comparable with that which can be deduced from there. This approach will enable plant management to find the most effective environmental solutions and would be to the benefit of our common environment. Finally, it should be emphasised that each individual member company of ESA is responsible for deciding how to apply the guiding principles of the BAT Booklet on the Production of Sulphuric Acid. 1. General Information1.1 General Information About the Production of Sulphuric Acid More sulphuric acid is produced than any other chemical in the world. In Western Europe in 1997 over 19 million tonnes were produced, the total production world-wide being estimated at around 150 million tonnes. About half of this output is produced in North America, Western Europe and Japan [20], [21]. Table 1 World Production and Consumption
The output of sulphuric acid at base metal smelters today represents about 20% of all acid production. Whereas in 1991 smelter acid production amounted to 27.98 millions tonnes, it is calculated that the output in the following decade will have grown to reach 44.97 millions tonnes in 2001. Smelter acid will be more than 25% of world sulphuric acid production compared to some 18% in 1991. Table 2 Production of Sulphuric Acid in the Countries of the European Community
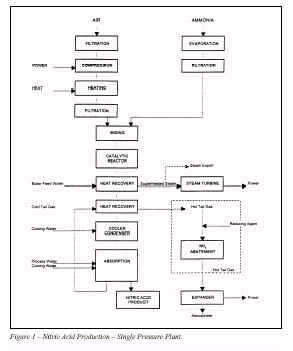
Sulphuric acid is produced in all the countries of Europe with the major producers being Germany, Spain, France, Belgium and Italy. These countries accounting for 70% of the total European production. It is used directly or indirectly in nearly all industries and is a vital commodity in any national economy. In fact, sulphuric acid is so widely used that its consumption rate, like steel production or electric power, can be used to indicate a nation's prosperity. Most of its uses are actually indirect in that the sulphuric acid is used as a reagent rather than an ingredient. The largest single sulphuric acid consumer by far is the fertiliser industry. Sulphuric acid is used with phosphate rock in the manufacture of phosphate fertilisers. Smaller amounts are used in the production of ammonium and potassium sulphate. Substantial quantities are used as an acidic dehydrating agent in organic chemical and petro-chemical processes, as well as in oil refining. In the metal processing industry, sulphuric acid is used for pickling and descaling steel; for the extraction of copper, uranium and vanadium from ores; and in non-ferrous metal purification and plating. In the inorganic chemical industry, it is used most notably in the production of titanium dioxide. Certain wood pulping processes for paper also require sulphuric acid, as do some textile and fibres processes (such as rayon and cellulose manufacture) and leather tanning. Other end uses for sulphuric acid include: effluent/water treatment, plasticisers, dyestuffs, explosives, silicate for toothpaste, adhesives, rubbers, edible oils, lubricants and the manufacture of food acids such as citric acid and lactic acid. Probably the largest use of sulphuric acid in which this chemical becomes incorporated into the final product is in organic sulphonation processes, particularly for the production of detergents. Many pharmaceuticals are also made by sulphonation processes. 1.2 Scope of this BAT Booklet Many processes of sulphuric acid production have been developed according to the large number of sources of raw materials (SO2 ), and their specific characteristics. The present document deals also with the production of oleum. It is possible to draw a general diagram of sulphuric acid production distinguishing the two fundamental steps of the process (see Figure 1):- - Conversion of SO2 into
SO3
2.1 Raw Material Preparation including Storage and Handling 2.1.1 Sulphur storage and handling Liquid sulphur is a product of the desulphurisation of natural gas and crude oil by the Claus-Process, with the cleaning of coal flue gas as a second source. The third way is the melting of natural solid sulphur (Frash-process) but this is not in frequent use because there are many difficulties in removing the contaminants. The following is a typical analysis of molten sulphur (quality: bright yellow):-
Liquid sulphur is transported in ships, railcars and trucks made of mild steel. Special equipment is used for all loading and unloading facilities. Liquid sulphur is stored in insulated and steam heated mild steel tanks. The tank is is equipped with submerged fill lines to avoid static charges and reduce agitation in the tank. The ventilation of the tanks is conventionally free. A further fact is less de-gasing of hydrogen sulphide and sulphur dioxide. All pipes and pumps are insulated and steam heated. The normal temperature level of the storage and handling is about 125-145 °C. 2.1.2 Ore storage and handling 2.1.2.1 Pyrites Normally pyrites is produced in a flotation process, which means that the concentrate is relatively finely ground with a moisture content dependent on how much energy is spent in the drying step. The analyses are variable within following ranges:- Table 3 Range of Analyses of Pyrites
A number of other metals are present in small quantities. The right hand column shows the analyses of one certain pyrite. Pyrites should be covered during storage and transport to avoid dust. Outside storage can give rise to two problems depending on the climate:- - Dust problems can be expected under dry conditions.
A dusty atmosphere, especially 2.1.2.2 Metal sulphide ores Approximately 85% of primary copper is produced from sulphur ores and therefore sulphur is a by-product of the majority of copper processes. Copper ore concentrates are produced in the flotation process and consist mainly of copper pyrites or chalcopyrite (CuFeS2) but may also contain pyrites, chalconite, burnite, cuprite and other minerals. A typical concentrate composition is 26-30% Cu, 27-29% Fe and 28-32% S. Copper concentrates are usually processed by pyrometallurgical methods. Ores and concentrates are delivered to site by road, rail or ship. Copper concentrates are usually stored in closed buildings. Silo systems are used for the intermediate storage and preparation of the blend. Dust collection and abatement systems are used extensively during the unloading, storage and distribution of solid material. Zinc and lead are for a major part, produced from sulphur ores and thus sulphuric acid is also a final product of treating these ores in metallurgical processes. In the first step the basic ores are treated in a flotation process to become concentrates, which are then shipped to Smelters for metal recovery. The concentrates are usually processed by metallurgical methods to remove sulphur. Ores and concentrates are delivered to site by road, train or ship. The storage on site may be in the open air or in covered buildings depending on local conditions. In every case silo systems and dust collection systems such as bag filters are used to avoid dust propagation during intermediate storage in the process and the preparation of the blend. 2.1.3 Organic spent acids Spent acids from different operations such as steel pickling, titanium dioxide production or organic sulphonation reactions have such a variety of compositions that it is not possible to define a set of general rules for preparation, storage and handling. Each case must be treated individually with special consideration given to dilution and any impurities which may affect all operations. Experience and know-how are of paramount importance. Spent acids come mainly from organic chemical production. Sulphuric acid is mostly used as a catalyst and needs to be replaced with fresh concentrated acid when diluted and/or saturated with organics. Alkylation processes in refineries and nitration and sulphonation processes in the chemical industry generate large amounts of spent acids which, after regeneration, become clean acid which can be recycled in any process. Spent acids can be received by barges, road and rail tankers. Chemical analysis and physical tests are carried out before unloading to be sure the product meets the acceptance contract and to avoid any chemical reaction in storage when mixing spent acids from different processes. Storage vessels are bunded. The storage gas phases are connected to the thermal decomposition furnace through non flammable systems on account of the risks due to the organics vapour pressure, to some dissolved sulphur containing products and to potential NOx emissions. Nitrogen is used to blanket the gas phase to avoid any oxygen intrusion. Materials of construction depend on the strength of the spent acid. Corrosion resistant pumps and pipes are used for the feeds to the furnace. 2.1.4 H2S or other sulphur containing gases Off-gases containing H2S and CS2 are formed during the production of textile fibres, which are made in the viscose process. Off-gases containing H2S or SO2 , depending on the process, are formed during the production of synthesis gas using fuel oil as a feedstock. 2.1.5 SO2 gases from different sources Gases containing up to 90% SO2 from the production of organic compounds such as sulphonates and sulphites or from the combustion of gases containing H2S, can be used as a source of SO2 after the separation of organic compounds. 2.1.6 Sulphate salts Ferrous sulphate is obtained in large quantities as its heptahydrate (FeSO4 .7H2O) during the regeneration of pickling liquors or as a side product in the TiO2 process via the sulphate route. 2.2 Material Processing 2.2.1 Conversion of SO2 into SO3 The design and operation of sulphuric acid plants are focused on the following gas phase chemical equilibrium reaction with a catalyst:- SO2 + ½ O2 <--->
SO3 This reaction is characterised by the conversion rate, which is defined as follows:- conversion rate = SO2 in -
SO2 out x 100
(%) Both thermodynamic and stoichiometric considerations are taken into account in maximising the formation of SO2 . The Lechatelier-Braun Principle is usually taken into account in deciding how to optimise the equilibrium. This states that when an equilibration system is subjected to stress, the system will tend to adjust itself in such a way that part of the stress is relieved. These stresses are, for example, a variation of temperature, pressure, or the concentration of a reactant. For SO2 /SO3 systems, the following methods are available to maximise the formation of SO3 :- - Removal of heat - a decrease in temperature will
favour the formation of SO3 since this Optimum overall system behaviour requires a balance between reaction velocity and equilibrium. However, this optimum also depends on the SO2 concentration in the raw gas and on its variability with time. Consequently, each process is more or less specific for a particular SO2 source. 2.2.2 Absorption of SO3 Sulphuric acid is obtained from the absorption of SO3 and water into H2SO4 (with a concentration of at least 98%). The efficiency of the absorption step is related to:- - The H2SO4 concentration of
the absorbing liquid (98.5-99.5%) SO3 emissions depend on:- - The temperature of gas leaving
absorption 2.3 Product Finishing 2.3.1 Dilution of absorber acids The acid produced, normally 95.5%-96.5% or 98.5%-99.5%, is diluted with water or steam condensate down to the commercial concentrations: 25%, 37%, 48%, 78%, 96% and 98% H2SO4 . The dilution can be made in a batch process or continuously through in-line mixing. 2.3.2 SO2 -Stripping A small amount of air is blown through the warm acid in a column or tower to reduce theremaining SO2 in the acid to < 20mg SO2 .kg -1 . The air containing SO2 is returned to the process. 2.3.3 Purification Sulphuric acid from the start up of acid plants after long repair may be contaminated and clouded by insoluble iron sulphate, or silicate from bricks or packing. The acid can be filtered using conventional methods. Filter elements are required in the filling lines for tanker or railway loading to maintain quality. 2.3.4 Denitrification A number of different methods are used for the denitrification of sulfuric acid and oleum. Various chemicals are used to reduce nitrosylsulphuric acid (NOHSO4) or nitrate to N2 or NxOy (See Table 4). The reactant must be added in stoichiometric amounts. Table 4 Methods of Denitrification
2.3.5 Decolourisation Acid produced from smelter plants or from acid regeneration plants can contain hydrocarbons or carbonaceous material, which is absorbed in sulphuric acid. This causes a "black" colour. The decolourisation is known as "acid bleaching".
2.4 Use of Auxiliary Chemicals/Materials 2.4.1 Catalysts When producing sulphuric acid by the contact process an important step is to produce sulphur trioxide by passing a gas mixture of sulphur dioxide and oxygen over a catalyst according to the equation:- SO2 + ½ O2 ----->
SO3 - Without a catalyst this reaction needs a very high temperature to have a realistic rate. The equilibrium is however in favour of SO2 - formation at higher temperatures which makes the conversion very poor. Of all substances tested for catalytic activity toward sulphur dioxide oxidation only vanadium compounds, platinum and iron oxide have proven to be technically satisfactory. Today vanadium pentoxide is used almost exclusively. Commercial catalysts contain 4-9 wt % vanadium pentoxide, V2O5, as the active component, together with alkali metal sulphate promoters. Under operating conditions these form a liquid melt in which the reaction is thought to take place. Normally potassium sulphate is used as a promoter but in recent years also caesium sulphate has been used. Caesium sulphate lowers the melting point, which means that the catalyst can be used at lower temperatures. The carrier material is silica in different forms. The catalyst components are mixed together to form a paste and then usually extruded into solid cylindrical pellets, rings or star-rings which are then baked at elevated temperatures. Ring (or star-ring) shaped catalysts, which are mostly used today, give a lower pressure drop and are less sensitive to dust blockage. The lower temperature limit is 410-430 °C for conventional catalysts and 380-390 °C for caesium doped catalysts. The upper temperature limit is 600-650 °C above which, catalytic activity can be lost permanently due to reduction of the internal surface. The average service life for the catalyst is about 10 years. Service life is generally determined by catalyst losses during the screening of the catalyst which is necessary from time to time to remove dust [1], [2]. 2.5 Intermediate and Final Product Storage There is no air pollution problem connected with the storage, handling and shipping of sulphuric acid because of the very low vapour pressure of H2SO4 in normal temperature conditions. The handling of pure SO3 and oleum requires safety procedures and management in order to avoid atmospheric pollution in the case of an accidental release. Important considerations with regard to the ancillary operations referred to above, are as follows:- - The receipt, handling and storage of powdered raw
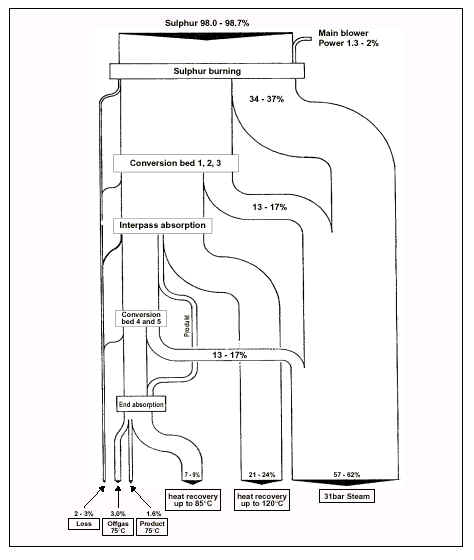
materials should be carried out so 2.6 Energy Generation/Consumption, Other Specific Utilities The process steps: burning sulphur, roasting sulphidic ores, SO2 conversion and SO3 absorption are exothermic processes. This means that from a technical point of view, installations for removing energy are of great importance for the production of sulphuric acid. This is coupled most effectively with energy winning in different levels and forms. Energy winning is dependent on the process strategy for the target products, for the local conditions, and for a possible relationship to other production processes. The age of the production units is more important than energy generation/consumption because materials of construction and specific buildings fix the technical possibilities for energy optimisation. A sulphur burning process in conjunction with double absorption is the most energy efficient. The different energy-winning techniques are:- - All techniques of steam generation as used in
electrical power generation with special Special programs are used for the optimisation of the process (e.g. cost savings and winning energy). An essential characteristic of a conventional cold-gas plant (metallurgical gases) is that almost all the energy is discharged as waste heat at low temperature. Double absorption processes based on metallurgical gases, differ from hot-gas plants based on sulphur combustion in that cold feed gases must be heated to the converter-inlet temperature using the energy liberated in the oxidation of sulphur dioxide. See Appendix. At a feed-gas concentration of 8.5% SO2 and a dryer inlet temperature of 30-40 °C about 2.7GJ of thermal energy is liberated per tonne of sulphuric acid (5.4GJ in the case of sulphuric acid produced from elemental sulphur). This corresponds to a thermal output of 31 Mw for a 1,000t.d-1 plant. About 45% of the total energy is discharged through the intermediate absorber acid cooling system, 23% through the final absorber acid cooling system and about 22% through the dryer-acid cooling system. In terms of heat recovery, in a conventional cold-gas double-absorption plant for processing relatively low-grade sulphur dioxide containing feed gases, there is no excess high temperature heat that can be used for the generation of high pressure steam. However, where the sulphuric acid plant is linked to a modern smelter, high SO2 is available and to increase the output of high pressure steam, low temperature heat from the absorber acid circuits can be used for preheating the boiler feed water. 2.7 Gas Cleaning of Metallurgical Off-gases Gases containing SO2 from all metallurgical processes are cleaned before the contact process to remove the following components:- - Fumes or aerosols formed by condensation of
volatile metal components such as Zn, Pb, After cleaning, small amounts of impurities are absorbed in sulphuric acid or emitted with the tail gas through the stack. CO is oxidised to CO2 in the contact process and gases from combustion processes also contain CO2. Table 5 shows the different metallurgical off-gases, the main disposals and the method of cleanup. Table 5 Disposal and Clean-up of Metallurgical Off-gases
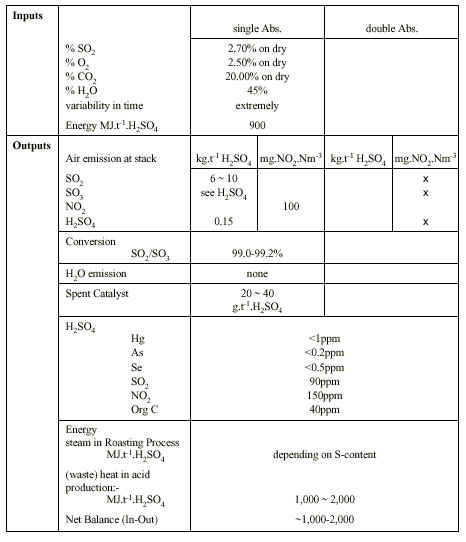
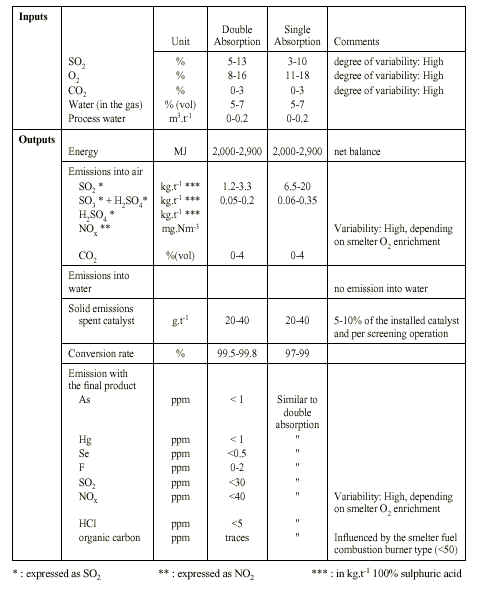
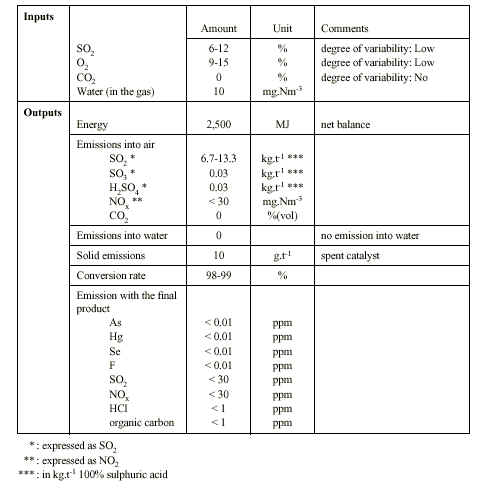
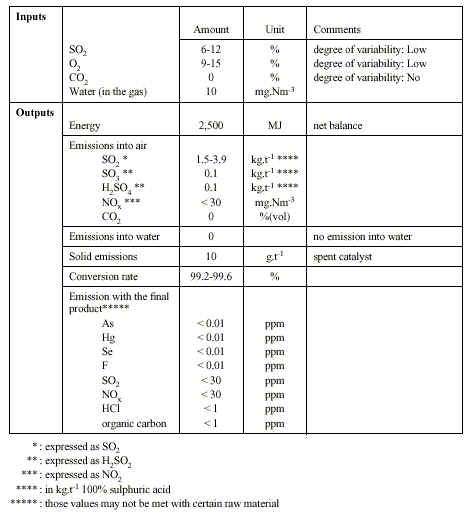
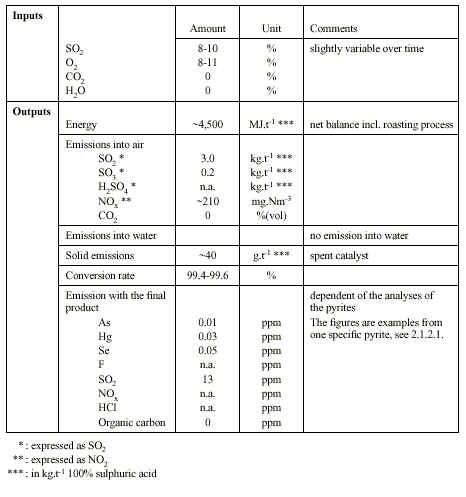
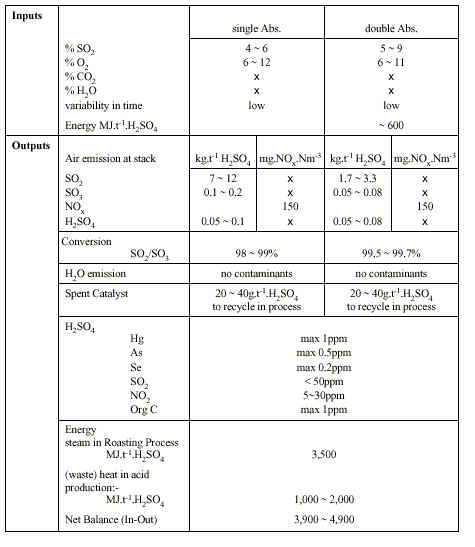
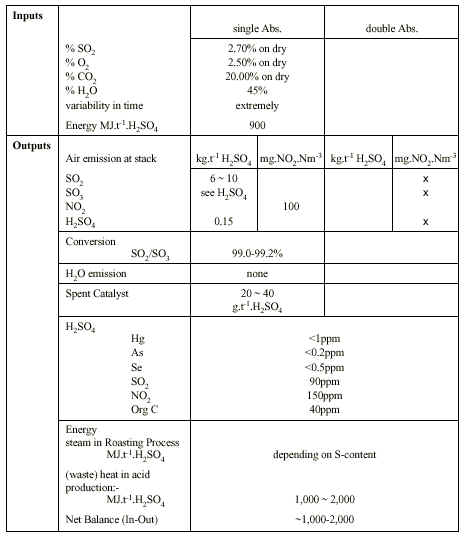
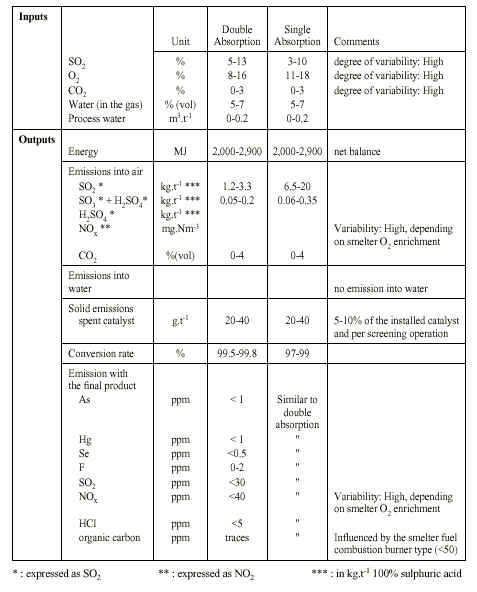
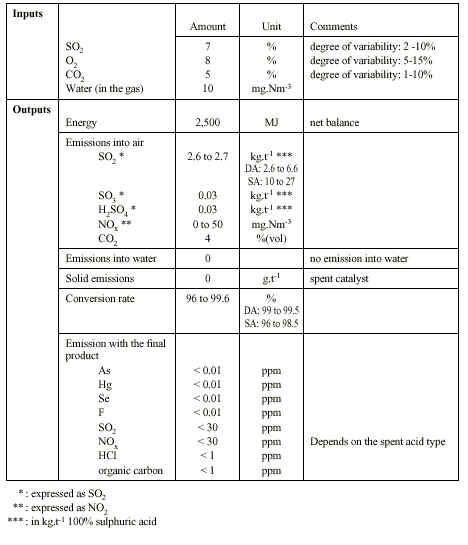
2.8 Handling of Waste Gas/Stack Height The height of the exhaust stack determines the maximum SO2 /SO3 concentration value in the ambient air surrounding a sulphuric acid plant. It is also well known that this concentration is widely fluctuating in space and time due to the thermo-aerodynamic conditions of the low-level atmosphere (0 to 500m). These conditions can vary due to the following factors:- - Vertical temperature and humidity structure Proposals for stack heights could consequently have a questionable character. For the time being, every Member State has its own method for estimating the height of stacks. In the future, it is foreseen that a specific Technical Note on this topic will be published by the European Commission 3. Present Consumption/Emission Levels3.1 Consumption of Energy/Raw Materials/Water Input and Waste The Appendix gives typical inputs/outputs for different types of a 4-bed contact process per tonne 100% H2 SO4 . The types of process are:- - Sulphur-burner, pyrites roasting, "CuS" roasting,
"ZnS" roasting, "PbS" roasting 3.2 Emission Levels
3.3 Environmental Aspects 3.3.1 Emissions into air/water, waste generation 3.3.1.1 Emissions into air CO2, SOx, NOx 3.3.1.1.1 SO3 emissions Origins:- - Bad absorption efficiency Minimisation techniques:- Absorption improvements:- - Absorbing tower design (velocity) 3.3.1.1.2 H2SO4 emissions Origins:- - Tower design Minimisation techniques:- - Droplet carry-over 3.3.1.1.3 SO2 emissions Origins:- - Bad conversion efficiency Minimisation techniques without additional process:- Gases:- Catalyst:- SO2 -Minimisation techniques with additional process:- - Without by-product: Single absorption ----->
double absorption (if gases are - SO2 weak
H2SO4 possible to recycle: Activated carbon
oxidation process/ - With co- or by-product:- - NH3 scrubbing, Co product
-----> Ammonium sulphate 3.3.1.2 Emissions into water - Energy release from cooling 3.3.1.3 Solid wastes 3.3.1.3.1 Sulphuric acid spent catalysts Methods for disposing of spent catalyst are:- - Metal recovery The vanadium content of the catalysts can be
reclaimed for further use. This In all cases of the recycling versions it is very
important that the spent - Landfill Disposal:- Two types of disposal are available Fixation: The catalyst is "fixed" in an inert
matrix, usually concrete or glass Direct landfilling: The catalyst is deposited
directly into a suitably licensed 3.3.1.3.2 Wastes from packing and lining Waste from the chemical industry is always handled with care. Waste from sulphuric acid production, packing, lining and scrap-iron is always handled in the same way as waste from other chemical production plants. That means that where it is necessary, the waste is checked for impurities before a decision is made on how to handle it. There are usually no problems in normal sulphuric acid production 3.3.2 Consumption of water/energy and other resources Sulphuric acid production is one of the few chemical processes where more energy is normally produced than is used in the process. In many cases sulphuric acid plants are used as the energy source for the production processes for other chemicals that require energy. The Appendix shows the energy outputs from different plants. Sulphuric acid production also has the advantage that there is no formation of carbon dioxide compared with fuel and natural gas and energy is "green" compared to other energy production due to the fact that the energy is a by-product. Overall the process is a net producer of energy, although the amount of recovery is a function of the level of quality of this energy. 3.3.2.1 Consumption of water All acid plants have measures to control the use of water for cooling and adjusting the concentration in the acid system. The cooling system is normally a closed water circuit or it includes a measurement of the pH before discharge to waste. The use of water in the acid system is important to ensure the right concentration in the absorption tower to prevent acid mist in the stack. Boiler feed water for steam production requires special pre-treatment depending on the dif-ferent sources such as ground water or drinking water. Treatments include anion and/or cation exchange and conditioning with ammonia, sodium hydroxide, hydrazine or phosphates. Water quality including pH and conductivity must be fully controlled. About 95% of the water is used for steam production and the remainder of the boiler water which is mostly alkaline can be discharged to drain after neutralisation. In the interests of economy all uncontaminated water condensates should be collected and used for new steam production. 3.3.2.2 Energy consumption Sulphuric acid production is always a net producer of energy. The quality of the energy produced is a function of site requirements. Examples of the different kinds of energy produced are: steam at different pressures for chemical plants, power generation or city heating; or hot water for use in greenhouses or fish farms. 3.3.2.3 Other resources Regeneration, recycling and evaporation are different ways to prevent spent acid becoming a waste and a problem for the environment. A sulphuric acid plant to process the tail gas from metal roasting prevents the emission of sulphur dioxide to the atmosphere. 3.3.3 Accidental pollution There is always a risk of accidental pollution when chemicals are produced and handled. The more common a chemical, the more information is available about the different hazards and the lower the risk of accidental pollution. The highest risk for accidental pollution is during the transportation of the product and that is covered under the different transport regulations such as those of ADR/RID and IMO. There is also a risk of pollution from the storage of sulphuric acid and different plants have different systems to collect leaks and spillages depending on guidelines for the storage of acid. Gas leaks are not normally a problem as they are handled by various monitoring and control systems, which measure the SO2 content in the air. 3.3.4 Areas of concern The most important issue is the transportation of the product and that is covered under the regulations of ADR/RID and IMO. There is a risk to personnel during the loading and unloading of sulphuric acid if it is mishandled. All producers are responsible for the personal safety of their employees and and have different systems of work to ensure proper handling. 3.3.5 Multimedia complexity Emissions of sulphur dioxide into the air may deposit on the soil and contribute to a lower pH. SO2 scrubbing gives rise to a by-product disposal problem which will depend on the typeof by-product. For example gypsum may be disposed of to landfill and ammonium sulphate may be sold or recycled. 4.1 Available Techniques The general presentation of the technique of production of sulphuric acid is divided into two parts as the techniques for the conversion of SO2 to SO3 and of absorption of SO3 depend on the concentration of SO2 in the feed gas entering the installation and on the variability of SO2 concentration. Sources of SO2 - Sulphur burning Sulphuric acid production Acid production is divided into two different groups depending on the level of SO2 in the process gas. Poor gas processes with > 3 Vol. % SO2 :- - Single contact process Tail gas processes with < 3 Vol. % SO2 :- - Modified Lead Chamber Process (MLCP) 4.1.1 Overview of techniques applicable to sources of SO2 Figures 3.1 to 3.6 in the Appendix detail the characteristics of the principal sources of SO2 dependent on the different processes. Table 6 gives an overview of techniques that have a positive effect on, that is reduce, the emissions from the manufacture of sulphur dioxide. Table 6 Techniques Reducing the Emissions
4.1.1.1 Combustion of Sulphur The combustion of sulphur which is obtained either from natural deposits or from de-sulphurisation of natural gas or crude oil, is carried out in one-stage or two-stage sulphur combustion units at between 900 and 1800 °C. The combustion unit consists of a combustion chamber followed by a process gas cooler. The SO2 content of the combustion gases is generally up to 18% by volume and the O2 content is low (but higher than 3%). The gases are generally diluted to 10-11% before entering the conversion process. In the inlet gas to the converter the ratio SO2 /O2 should not be higher than 0.8 to achieve a high conversion efficiency. This means that the highest percentage of SO2 should not exceed 11% in a 4-bed double contact (no caesium) plant to achieve an average conversion rate of 99.6%. 4.1.1.2 Pyrites roasting Fluid-bed roasters are the preferred equipment for pyrites roasting. They are much superior to other types of equipments in terms of process technology, throughput rates and economy. Two by-products, iron oxide and energy are also produced when roasting pyrites to get SO2 gas. 1 tonne of acid needs 0.5 tonnes of pyrites. The SO2 content of the gases is generally between 6 and 14% with zero O2 in the gas. The SO2 content in the gases is slightly variable over time due to the heterogeneous character of the raw material (pyrites). The gases are always treated in 3-4 cleaning steps using cyclones, bag filters, scrubbers and electrostatic precipitators with a high efficiency. Waste water from the scrubbing must be treated before discharge. The clean gas is diluted with air to 6-10% and dried before entering the conversion process. 4.1.1.3 Metal sulphide roasting/smelting Many metal sulphides (other than pyrites) produce gases containing SO2 , when roasted during metallurgical processes. It is necessary to distinguish the main ores as indicated in Table 7. Table 7 Principal Metal Sulphides Producing SO2
The concentration of SO2 in gases entering an acid plant determines the amount of gas that must be treated per tonne of fixed sulphur. The size of the plant and the cost of fixing the sulphur increase as the concentration of SO2 diminishes. Furthermore, there is a minimum concentration of SO2 that can be treated without increasing the number of stages in the plant. For copper, it is typical to find fluctuations in the concentration of SO2 in converters and also important fluctuations in the gas flow. The reason for these effects is that about 30% of converter operating time is used for charging and slag tapping. 4.1.1.3.1 Copper production Pyrometallurgical copper extraction is based on the decomposition of complex iron-copper sulphide minerals into copper sulphides, followed by selective oxidation, separation of the iron portion as slag, and final oxidation of the remaining copper sulphide. These steps are known as roasting, smelting and converting (the present-day tendency is to carry out the first two in a single process). The Flash Smelting process is currently one of the most widely used pyrometallurgical processes. Converters are used extensively to blow air, or oxygen-enriched air, through the copper matte to produce blister copper. Virtually all the sulphur from the concentrates is converted to SO2 . A concentrate of CuFeS2 produces almost one tonne of sulphur (2 tonnes of SO2 ) per tonne of copper extracted. To avoid air pollution, these gases are processed to obtain sulphuric acid, oleum or liquid SO2 . The development of copper recovery processes has been dominated by two objectives. One is to economise on energy, making the maximum use of reaction heat obtained from the processes. The other has been the need to decrease the gas volume and increase the concentration of SO2 in metallurgical gases by the use of oxygen enrichment, to improve environmental controls. The gas purification follows, during which the gas is cooled and the dust and contained SO3 are eliminated by scrubbing, cooling and electrostatic cleaning. After that, the clean SO2 gases are converted to sulphuric acid through the contact process. 4.1.1.3.2 Zinc production Zinc production is based on the treatment of zinc concentrates, mainly sulphides, with an average composition of sulphide sulphur: 30-33%, Zn: 50-60%, Fe: 1-12%, Pb: 0.5-4% and Cu: 0.1-2%.These concentrates are desulphurised in a first step. After the desulphurisation step the product (calcine) is treated for zinc recovery mainly in a hydrometallurgical process and for a minor part also in a pyrometallurgical process. The hydro way consists of leaching this calcine, purifying the enriched zinc solution and subsequently recovering pure zinc metal by electrolysis. In the pyrometallurgical way, conditioned calcine is reduced in a shaft furnace (ISF) and the zinc vapours are condensed in a splash condenser. This crude zinc is further refined in a distillation column. More specifically, the preliminary desulphurisation step takes place mainly in a fluidised bed roaster or alternatively in a sinter plant. The SO2 content of the gases is about 5 to 10%. After heat recovery in a waste heat boiler with the production of steam, the gases are dedusted by electrostatic precipitation (ESP), cooled down in scrubbing towers and subsequently demercurified in a specific scrubbing process. The cleaned SO2 gases are treated and converted to sulphuric acid in a double contact process in modern plants or in a single contact process for older plants. 4.1.1.3.3 Lead production Primary lead is produced predominantly from lead and lead/zinc concentrates and to a smaller extent from other sources, such as complex lead/copper concentrates. Concentrate compositions may therefore vary over a rather wide range: 10-80% Pb, 1-40% Zn, 1-20% Cu, 1-15% Fe, 15-35% S. Somewhat different processes have been developed and are used for an optimum recovery of the various metals present in the feed. Whichever smelting technique is used, desulphurisation is always one of the objectives of the first treatment stages. It is carried out on belt sinter machines in those cases where a shaft furnace is the actual smelting step, or in flash or bath smelting furnaces in the other processes. From this variety of feed materials and consequently of techniques, it should be clear that the characteristics of the SO2 -containing gas will differ markedly from case to case. From continuous operations, such as sinter machines, the SO2 -concentration can be kept fairly constant and depending on the actual feed mix it can be between 6 and 9%. From batch operations, it will vary between 0 and 15%, depending on the process stage. The average concentration may be between 2.5 and 10%, depending on the actual feed mix and the applied technique. The gas cleaning circuit will always include ESP and scrubbers. Energy recovery can be practised in some cases of bath smelting but a specific mercury removal step, on the gas or on the acid, may be necessary in others. The double absorption process is largely used, particularly when SO2 concentrations are high and constant. When low and very varying SO2 concentrations are inevitable, or where those streams cannot be integrated in more steady gas streams from other processes on the site, single absorption is more appropriate. 4.1.1.4 Regeneration of sulphuric acid Thermal decomposition of spent sulphuric acids to give sulphur dioxide is achieved in a furnace at temperatures around 1,000 °C. Spent acids come from processes where H2SO4 or oleum is used as a catalyst (alkylation, nitration, sulphonation etc.) or from other processes where H2SO4 is used to clean, dry and remove water. Gas phase thermolysis of sulphuric acid is represented by the overall equation:- H2SO4 -----> SO2
+ H2O + ½O2 Spent acids are atomised in very small droplets to achieve a good thermal decomposition. Energy is provided by the organics from the spent acids and by additional energy from natural gas, fuel oil or coke. Preheating the combustion air reduces the amount of fuel needed. Furnaces can be horizontal (fixed or rotating) or vertical. The SO2 content in the gases mainly depends on the composition of the spent acids. The water and organics content affect the gas composition which can vary from 2 to 15%. Sulphur, pure or waste, can generally be added to adjust the SO2 content and to try to avoid large variations. The most part of the energy from the combustion gases is recovered as steam in a Waste Heat Boiler. Downstream, the gases are cleaned, demisted and dried before going to the converter. The O2/SO2 ratio is important to get a conversion rate of SO2 to SO3 which is as high as possible. Upstream of the converter, the gases are reheated to the ignition temperature through gas/gas heat exchangers using the conversion heat. A double absorption process can be used only if the SO2 content of the gases is high enough (about 8%) at the converter inlet. Conversion rates:- - Single absorption SO2 content at the converter inlet
8% with O2/SO2 ratio of 1.1:
98% - Double absorption When achievable, double absorption leads to conversion rates from 99 to 99.6% Double absorption is considered as the BAT for new plants. For existing plants, a single absorption can be advantageously combined with an ammonia scrubber, the by-product obtained being either sold on the market or recycled in the furnace. 4.1.1.5 Sulphate roasting Decomposition of sulphates, for example iron sulphate, is carried out in multiple-hearth furnaces, rotary kilns or fluid bed furnaces at over 700 °C with the addition of elemental sulphur, pyrites, coke, plastic, tar, lignite, hard coal or oil as fuel compensator. The SO2 content of the gases obtained is dependent on the type of fuel. After cleaning and drying, the SO2 content is about 6% and the variability in time of the SO2 content is high. During the first step, the heptahydrate is dehydrated at 130-200 °C by flue gases in spray dryers or fluid-bed dryers to a monohydrate or mixed hydrate. In a second step, the material is decomposed at about 900 °C. The gases thus obtained contain about 7% by volume of sulphur dioxide. Today it is common practice for ferrous sulphate to be decomposed in a fluid-bed pyrites roasting furnace at 850 °C or more. Elemental sulphur, coal or fuel oil may be used as supplementary fuels. The sulphur dioxide containing gas leaving the furnace is cooled in a waste heat boiler to about 350-400 °C and is subsequently passed to the gas cleaning system. The cleaned gases are fed to the sulphuric acid plant. A mixture of sulphates (metallic or ammonium) and eventually sulphuric acid, resulting from the concentration of acidic wastes from titanium oxide production or from organic sulphonations, can similarly be processed in a fluid bed reactor or a furnace. In individual cases, ferrous sulphate is also decomposed in multiple-hearth furnaces with flue gases from fuel oil or natural gas combustion. 4.1.1.6 Combustion of sulphur containing gases Combustion of hydrogen sulphide (H2S) or similar gases is achieved in a fixed furnace at about 1000 °C. Combustion heat is higher than with sulphur combustion. Two different ways are used to process the gases to SO3 and H2SO4 :- - A dry process where the water is eliminated
by condensation and then drying and the gases are The conversion rates are comparable to those for sulphur burning plants. 4.1.1.7 Tail gas scrubbing SO2 abatement by scrubbing consists of a chemical reaction between SO2 and a basic liquid solution. This operation is achieved generally in a gas/liquid contact packed tower or a scrubber. A liquid circulation loop is operated from the bottom to the top of the tower, where the liquid is distributed above the packing. The gases enter the bottom part of the tower, contact and react with the basic liquid solution on the packing. The SO2 content in the outlet gases is achieved by controlling the pH of the solution and by adding more or less basic concentrated solution into the liquid circulation loop. One or two reaction steps may be needed depending on the inlet and outlet SO2 content and the basic product used (ammonia, caustic soda, magnesium or calcium hydroxides, etc.). The resulting by-products (ammonium-, sodium-, magnesium-, or calcium-, sulphate, sulphite and bisulphite) can be sold or may have to be disposed of. 4.1.2 Overview of techniques applicable to sulphuric acid production This section refers to existing plants which may (or may not) be up-graded, although not reaching the specifications of new plants. 4.1.2.1 Overview The six process routes are the principal process routes that are available. The following data on production processes have been presented in detail in the previous paragraphs and are summarised in Table 8 using an O2 /SO2 ratio of about 1 ± 0.2 (possibly 0.8 to 3). Table 8 Sulphuric Acid Production Processes for New Plants
[1] when sulphur burning Table 9 gives an overview of techniques that have a positive effect on, that is reduce, the emissions from the manufacture of sulphuric acid Table 9 Techniques Reducing the Emissions
4.1.2.2 Single contact process (single absorption) The contact process without intermediate absorption is only used in new plants to process SO2 gases with low and widely varying SO2 contents. The SO2 -containing gases, which have been carefully cleaned and dried, are oxidised to sulphur trioxide in the presence of catalysts containing alkali and vanadium oxides. The sulphur trioxide is absorbed by concentrated sulphuric acid in absorbers, preceded by oleum absorbers where necessary. In the absorbers, the sulphur trioxide is converted to sulphuric acid by the existing water in the absorber acid. The absorber acid is kept at the desired concentration of approximately 99% by wt. by adding water or dilute sulphuric acid as shown in Figure 3. The single contact process is generally used with inlet gases containing 3 to 10% SO2 . In new plants, the conversion efficiency is about 98.5% as a daily average and can be upgraded to 99.1% depending on good design and the use of specially adapted catalyst doped with caesium. In existing plants, it is difficult to obtain better than 98.0% conversion but, in some existing plants, a conversion efficiency of 98.5% has been achieved. 4.1.2.3 Double contact process (double absorption) In the double contact process, a primary conversion efficiency of 80% to 93%, depending on the arrangement of the contact beds and of contact time, is obtained in the primary contact stage of a converter preceding the intermediate absorber. After cooling the gases to approximately 190 °C in a heat exchanger, the sulphur trioxide already formed is absorbed in the intermediate absorber in sulphuric acid with a concentration of 98.5 to 99.5% by weight. The intermediate absorber is preceded by an oleum absorber if required. The absorption of the sulphur trioxide brings about a considerable shift in the reaction equilibrium towards the formation of SO3, resulting in considerably higher overall conversion efficiencies when the residual gas is passed through one or two secondary contact beds. The sulphur trioxide formed in the secondary stage is absorbed in the final absorber. The double contact processes including double absorption are shown in Figures 4, 5 and 6 with the different raw materials - sulphur, non-ferrous ores and pyrites. In general, SO2 feed gases containing up to 12 Vol.% SO2 are used for this process. The conversion efficiency in new plants can reach about 99.6% as a daily average in the case of sulphur burning. 4.1.2.4 Wet contact process (WCP) This process is not sensitive to the water balance and has been used to treat off-gas from a molybdenum smelter as well as being installed in two desulphurisation plants (one in a Flue Gas Desulphurisation system, the other on an industrial boiler) currently under construction. An earlier version of the WCP technology was used to treat lean hydrogen sulphide gases. For all gas feeds, sulphurous components in the gas are converted to sulphuric acid without the need to dry the gas first. [33]. When treating roaster off-gas, the off-gas is cleaned in a standard purification system and then fed through a blower, which provides the pressure necessary to overcome the pressure Drop across the system. The gas is preheated initially in the tower and, secondly, in a heat exchanger. It is next fed to a converter, where sulphur dioxide is oxidised over a catalyst to sulphur trioxide. A cooled reactor or an adiabatic reactor is used, depending on the conditions. Sulphur trioxide-containing gas is then cooled in a gas-gas heat exchanger. Consequently, part of the sulphur trioxide reacts with the water vapour in the gas to form sulphuric acid vapour. Finally, the sulphuric acid vapour is condensed and concentrated, without acid mist formation, in a multi-tube falling film condenser. Cooling is provided by the cold feed gas supplied to the shell side. The only utilities required are cooling water for the acid coolers, electricity for the blower and fuel to enable autothermal operation if the feed gas contains below about 1.5-2.0% SO2 . The conversion efficiency is about 98.5% as a daily average.
4.1.2.5 Pressure process As the oxidation of SO2 is favoured by pressure, Pressure Contact Processes have been developed in which the sulphur combustion, sulphur dioxide conversion and sulphur trioxide absorption stages are effected at elevated pressure. Several parameters can influence the conversion efficiency by modifying the chemical equilibrium. Pressure is one of these parameters and this displaces the equilibrium to the right. One plant in France, a double-absorption plant with a capacity of 550-575t.d-1 of H2SO2 , has been designed with the pressure process in the early 1970s and is still in operation. Usual sulphuric acid processes are operated at pressures in the range of 0.2 to 0.6bar. Two special advantages have been claimed for the pressure contact process compared with the conventional double-absorption process:- - The position of the chemical equilibrium in the
sulphur dioxide oxidation reaction is more favourable, - Smaller equipment can be used because of the lower
operating volumes of the converter gases. The principal disadvantages of the pressure contact process compared with the conventional double-absorption process is that it consumes more power and produces less steam. 4.1.2.6 Other processes Other processes are defined as processes which yield sulphuric acid but which are not economically viable for large scale production for different reasons. 4.1.2.6.1 Unsteady state oxidation process This new method of SO2 oxidation is based on a periodic reversal of the direction of the reaction mixture flow over the catalyst bed. The process was developed at the Institute of Catalysis of the former USSR. Basically a large bed of catalyst is used as both a reversing, regenerating heat exchanger and as a catalytic reactor for the SO2 oxidation reaction. Cold SO2 gas is fed into the catalyst bed and is heated to catalyst ignition temperature by the heat stored in the bed. At this point the conversion reaction proceeds, producing heat. The heat is absorbed by the catalyst in the bed, increasing its temperature. When the front comes close to the exit side of the bed, the flow through the reactor is reversed. Flow reversals are made every 30-120 minutes. The main advantage of the unsteady state process is that the operating line for the first bed is almost vertical, giving first bed conversion of about 80-90% at a low exit temperature. The process is auto-thermal at low (0.5-3%) SO2 gas concentrations. The process is in operation in several plants in Russia and other Eastern European countries. 4.1.2.6.2 H2O2 Process The conversion of SO2 to SO3 can be achieved by the use of H2O2 at a sulphuric acid concentration of 70%. Conversion efficiency is higher than 99% but the cost of H2O2 makes this an expensive process for sulphuric acid production. However, since the process leaves no waste, it is very useful for tail gas scrubbing where especially difficult local conditions cannot tolerate the emission even from an installation as efficient as the best contact plant. The H2O2 is used either directly or is produced by electrolysing H2SO4 to peroxydisulphuric acid in the "Peracidox" process. 4.1.2.6.3 The modified lead chamber process The Modified Lead Chamber Process is able to treat gases with low SO2 content (as low as 0.05%) up to 8%. The process is also able to treat gases containing a mixture of SO2 and NOx. From the chemical point of view, the process is a development of lead chamber sulphuric acid technology, in which nitrogen oxides are used to promote sulphuric acid production directly from sulphur dioxide through the formation of an intermediate, nitrosyl sulphuric acid. Widely used in the early 1900s, this technology has been largely superseded by the contact process. After dust removal and purification, the sulphur dioxide-containing gas is fed through a denitrification system, where final traces of nitrogen oxides remaining in the sulphuric acid are removed. It is then passed through the Glover tower where the bulk of the nitrogen oxides are removed from the sulphuric acid. Sulphur dioxide is then absorbed from the gas stream into sulphuric acid (59 to 66%) in a packed tower. In both the Glover and absorption towers, the gas flow is counter current to the liquid flow.The final step of the process is the removal of nitrogen oxides from the gas stream by absorption in sulphuric acid (74%), forming nitrosyl sulphuric acid. Absorption is achieved in three stages in a specially designed packed vessel through which the gas flows horizontally. This vessel allows multiple absorption without dead space between stages. (This design is also employed for the final removal of nitrogen oxides from sulphuric acid). The absorber has dividing walls that are permeable to the gas between each stage. Packing is placed between the dividing walls. Regulation of the NO/NO2 ratio, which is important for the absorption of nitrogen oxides, is achieved by adjusting the amount of nitrosyl sulphuric acid fed to the Glover tower. If necessary the nitrogen oxide balance is maintained by adding nitric acid to the Glover tower. For SO2 contents of 0.5 to 8%, the conversion efficiency is about 100% but emissions of NOx occur (up to 1g.Nm -3 of NO + NO2 ). Since 1974, Ciba-Geigy has been developing such a process specifically designed for processing gases with about 0.5-3% volume SO2 . 4.2 Environmental Performance The main pollutants emitted are:- - SO2 resulting from incomplete oxidation Many other pollutants may be emitted in trace amounts depending on the source of SO2 and the H2SO4 production process. For example:- - NO and NO2 from all processes but mainly
from those such as the Modified Lead Chamber 4.2.1 Monitoring of pollution Two approaches are used to monitor emissions:- - Monitoring the process: for example, the
temperature of contact beds or the SO2 content entering 4.2.1.1 Monitoring of SO2 emissions Continuous emission monitoring equipment for SO2 is available and suitable for sulphuric acid plants and should be installed on all plants. Dual range instruments are available so that the much higher SO2 emission concentration during start-up can be monitored as well as the relatively low concentration in the emission during steady operation. Emission monitor records should be retained and the competent authorities should consider the appropriate statistical analysis or reporting which is required. See References [4], [7], [10], [11] for the analytical methods for the determination of SO2 and References [8], [9] for on-line sampling and measuring. Measurement problem:- SO2 concentration; Span 0-1,000 ppm Matrix: air, H2O, H2SO4 [30ppm], NOx [50ppm] Commercially available IR or UV photometers can be used for this range and matrix but IR measurement requires compensation for the water present. Two kinds of photometer are available:- - Inline photometers (only IR) are able to measure
the gas concentration inside the gas pipeline The second method is the normal method but suitable materials must be chosen for the sample preparation and the measuring cell because of corrosion. There are two methods of sample preparation:- - Hot sample preparation keeping the sample and the
whole sampling equipment (filter, pipeline, - Cold sample preparation using a cooler to dry the sample gas to a fixed dewpoint (~5 °C) Any method of SO2 measurement needs a certain amount of maintenance for high availability and reliability. Appropriate plans with intervals for inspection and service should be made, including information for maintenance in the case of breakdown. The accuracy of the analysers lies between 1 and 2%. The overall precision of a complete system lies between 2 and 5%. Statutory conditions must be observed for the analyser and sampling system in special circumstances such as environmental protection. Concentration values are registered and stored in an additional system such as PCS or a special datalogger. Provision should be made for zero and calibration checks of emission monitors, and for alternative testing in the event of breakdown or suspected malfunctioning of the monitoring equipment. The regular observation of monitors by plant operators for detecting abnormalities in the process operation is as important an aspect of monitoring as is the compliance function, and should be encouraged by the competent authorities [32]. 4.2.1.2 Monitoring of mist emissions in the stack There is at present no known equipment available for carrying out reliable continuous monitoring of sulphur trioxide. Meanwhile, sulphur trioxide together with sulphuric acid mist can be measured by manual sampling and chemical analysis [4]. The analytical problem of separation between SO3/H2SOSO4 and SO2 is well solved by the method of "Specht" which uses boiling aqueous hydrogen chloride for absorption of SO2 /H2SO4. Sampling points for the above measurements under iso-kinetic conditions should be provided.They must be easily accessible and kept in good condition so that they can be used atvery short notice. Sealable openings 20 to 50mm diameter are generally considered as suitable,provided that a sampling probe can be inserted into the exhaust gas stream, except incases when standardised methods require the use of larger openings. 4.2.2 General techniques 4.2.2.1 Process control optimisation Operational controls should include means for:- - Warning of absorber acid feed failure To aid start-up the following will be necessary:- - Efficient catalyst preheating facilities, vented to
the chimney. At least, two catalyst stages must be 4.2.2.2 Fuels and raw materials selection 4.2.2.2.1 Sulphur Sulphur with low contents of ash, water and sulphuric acid must be preferred. 4.2.2.2.2 Energy for heating systems Heating systems are required for the start-up of sulphuric-acid plants. Where direct combustion is applied, low sulphur fuels are preferable. 4.2.3 Techniques to control emissions of SO2 Table 10 gives an overview of techniques that have a positive effect on, that is reduce, the emissions of SO2 during the manufacture of sulphuric acid. Most sulphuric acid plants have taken general primary optimisation measures, like process control measures.
4.2.4 Techniques to control emissions of SO3 and H2SO4 Table 11 gives an overview of techniques that have a positive effect on, that is reduce, the emissions of H2SO4 (taken as the sum of SO3 and H2SO4) during the manufacture of sulphuric acid. Most sulphuric acid plants have taken general primary optimisation measures, like process control measures.
4.3 Economic Performance The estimated Investment Costs for a 1,000t.d-1 H2SO4 sulphuric acid process plant are:- - Double absorption with 11% SO2 , 4-bed
double contact without caesium catalyst: - Single absorption with 3-6% SO2 , 4-bed
single contact without caesium catalyst: Operating cost:- The economic considerations are based on a
sulphuric acid price between 4.3.1 Additional processes An additional process will be needed if process optimisations are not sufficient to reach the SO2 emission administrative limit. The "Best Available Technique" for this will mainly depend on the site or company opportunities. For example: NH3 scrubbing could be the BAT on a fertilizer site; Ca(OH)2 scrubbing could be the BAT if gypsum can be used in the plaster or cement industries and double absorption will be the BAT if no by or co-product can be accepted. Additional process impacts Capital costs:- The following figures can be considered on the basis of a 500t.d -1 H2SO4 production facility, corresponding to an SO2 reduction of 5t.d-1 to the atmosphere:-
These figures may be modified according to each specific facility. Operating costs:-
SO2 reduction leads to a cost of 110 to 440 EUR for each tonne of SO2 abated, excluding depreciation. In conclusion, double absorption is a suitable way of reduction when:- - The plant configuration (mainly the converter) and
space allows the transformation Depending on the process selected, the SO2 reduction leads to an additional cost per tonne of H2SO4 produced, including depreciation over 10 years, of:- - Double absorption 3.8 EUR Hypothesis: Estimated price for:
Electricity: 38 EUR.MWh
-1 5. Best Available Techniques Article 2.11 in Council Directive 96/61/EC concerning integrated pollution prevention and control says: "best available techniques" shall mean the most effective and advanced stage in the development of activities and their methods of operation which indicate the practical suitability of particular techniques for providing, in principle, the basis for emission limit values designed to prevent and, where that is not practicable, generally to reduce emissions and the impact on the environment as whole. Candidate best available techniques are identified and described in Chapter 4. The selection of BAT is made in this Section, based on the information given in Chapter 4 and considering achievable emission levels, the applicability and the cost of the techniques. The present Booklet does not deal in detail with the storage and handling of raw materials (sulphur, pyrites, ore, spent acid, sulphates, etc.) used to produce SO2 . Chapter 4 has presented the different sources of SO2 and the techniques of conversion of SO2 to SO3 best adapted to each kind of source. These techniques of conversion have their own typical conversion rate and consequently their SO2 emission concentration expressed in kg SO2 .t -1 H2SO4 or mg SO2 .Nm -3 or ppm SO2 /H2SO4 (measurements of concentration and flow rate). The process conditions and the SO2 concentration in the gas entering the converter determine the conversion efficiency which directly influences the SO2 emission concentration (see Figure 2). The SO3 and H2SO4 content in the tail gases depend on the raw material and the process. The content of gaseous SO3 and H2SO4 mist in the tail gases is essentially a function of the temperature and concentration of the irrigation acid in the final absorber. The following BATs are presented for new plants due to the fact that it is generally not possible to change the source of SO2 or to change or modify the conversion process. For existing plants, only tail gas scrubbing can be generally considered as a BAT taking into account that the addition of tail gas scrubbing to a double absorption plant is considered as entailing excessive costs (see 4.3) and could be justified only by severe local considerations. 5.1 BAT for the Different Types of Sulphuric Acid Processes 5.1.1 Sulphur burning Due to the high concentration of SO2 and stability over time, the BAT is without doubt the double contact process. There are two alternatives to achieve the highest possible conversion efficiency in this process. - Select a caesium-promoted catalyst with a lower
working temperature in one or several layers, In both alternatives a conversion efficiency of 99.6% (daily average except start-up and shut-down conditions) can be achieved in new plants. 5.1.2 Metal sulphide roasting/smelting 5.1.2.1 Pyrites roasting Although the stability over time is slightly variable, the BAT should be the double contact process with a conversion efficiency of about 99.5 to 99.6% depending on the quality of the pyrites (daily average excluding start-up and shut-down conditions): The same two options are available to achieve the highest possible conversion efficiency as for sulphur burning (see 5.1.1). 5.1.2.2 Zinc roasting As the range of SO2 content after possible dilution is about 6 to 13% and the variability over time is low, the double contact process can be used as BAT with a conversion efficiency of about 99.6% (daily average except start-up and shut-down conditions) when using gases with SO2 content >8%. 5.1.2.3 Copper smelting When the SO2 content in gases is high (6-13% after possible dilution) and the variability over time is low, the double contact process can be considered as BAT with a conversion efficiency of about 99.6% (daily average except start-up and shut-down conditions). When the SO2 content in gases is low (1-6%) and the variability over time is high, the single contact process can be considered as BAT with a conversion efficiency of about 98.5% (daily average except start-up and shut-down conditions). When the SO2 content is 5-10% and the variability over time is high, the double contact process can be considered as BAT with a conversion efficiency of about 99.5% (daily average except start-up and shut-down conditions). When a plant experiences the full range of variability, the efficiency will vary between 98 and 99.5%. Similar circumstances will permit an achievable SO2 level, in terms of converter throughput based on 100% H2SO4 acid of between 3-6kg SO2 .t -1 H2SO4 due to fluctuating absorption conditions. The key to a correct purification of metallurgical gases lies in continuous, stable operation of the purification process, normally in an acid plant. The gas flows, which are susceptible to wide fluctuations in volume and concentration, are to some degree incompatible with this criterion. Fluctuations can be minimised by carrying out the conversion process in various converters, or by mixing the gases with the more concentrated flow coming from the smelting stage. This produces gas flows with a concentration range that is adequate to maintain the autothermal process. This is the procedure followed in modern copper smelters that use Outokumpu flash smelting furnaces and Pierce Smith converters. 5.1.2.4 Lead smelting In the case of sintering lead ores, the variability is relatively high and SO2 content can be very low, the single contact process and also the wet process and the process based on NOx can be considered as BAT with conversion efficiencies of about 98.5, 98 and 100% respectively. This low or variable SO2 content is due to a down-draught sintering which limits SO2 emissions. In other cases (lead smelters), the SO2 can be much higher and less variable over time. In this case the double contact process can be considered as BAT with a conversion efficiency of about 99.5% (daily average except start-up and shut-down conditions). It has not been possible to arrive at precise limits for the chosen BAT. Apart from costs, conversions and theoretical considerations and also local regulations need to be taken into account to decide the right BAT. The Technical Note on BAT for heavy metal production covers this point and it is recommended that this document should be consulted on this issue. 5.1.3 Sulphuric acid regeneration The O2/SO2 ratio is important to achieve as high a conversion rate of SO2 to SO3 as possible. The gases are reheated to the ignition temperature through gas/gas heat exchangers using the heat of conversion, upstream of the converter. A double absorption process can only be used if the SO2 content of the gases is high enough (about 8%) at the converter inlet. The conversion rates for different SO2 -concentrations are shown below:- Single absorption SO2 content at the converter inlet 8%
with O2/SO2 ratio of 1.1: 98% Double absorption When achievable, leads to conversion rates from 99 to 99.6% Double absorption is considered as BAT for new plants. For existing plants, a single absorption can be advantageously combined with an ammonia scrubber, the by-product obtained being either sold on the market or recycled in the furnace. 5.1.4 Metal sulphate roasting The conclusions are the same as those for sulphuric acid regeneration. 5.1.5 Combustion of H2S and other S-containing gases The conclusions are the same as those for sulphuric acid regeneration. 5.2 BAT for Contact Processes 5.2.1 In respect of SO2 emissions Table 12 BAT Limits for SO2 Emissions Dependent on Process Type and Absorption Type
* Not achievable for low SO2gas content 5.2.2 In respect of H2SO4 emissions Table 13 BAT Limits for H2SO4 Emissions Dependent on Process Type and Absorption Type
* H2SO4 = SO3 + H2SO4 5.2.3 In respect of energy output Table 14 BAT Limits for Energy Outputs Dependent on Process Type and Absorption type [16]
5.2.4 The role of scrubbing and tail gas processes Tail gas scrubbing produces sulphites and sulphates which may give rise to waste disposal problems. However, they are applicable if sodium bisulphite, ammonium sulphate or gypsum are produced as marketable by- products near the sulphuric acid plant. 5.2.5 Energy consideration on plants with double and single absorption Energy has been considered for different SO2 concentrations, 5% and 11% Vol, and for single/double absorption processes. The starting inlet gas is dry SO2 gas at 20 °C. The end product is sulphuric acid at 98.0% and 25 °C. The energy (+ supply, - removal) values are given as MJ.t -1 100% H2SO4. The temperature point in the region of 180 °C is the gas dewpoint. In newer techniques energy is recoverable up to 120 °C. Five cases are evaluated:- - 11% SO2 Double contact
(3 + 2)
A flowsheet for sulphuric acid production, consumption and use indicates the different influences:-
5.3 Cross Media Impact The minimisation of SO2 emissions to the atmosphere can lead to different impacts, depending on the route of reduction. The metal sulphide sector will emphase that sulphuric acid production is not the prime objective of the process, which remains the production of non-ferrous metal. Sulphuric acid production arises from the necessity to reduce the SO2 emission. 5.3.1 Tail gas scrubbing Tail gas scrubbing transfers the SO2 from tail gases to a by-product which can be in solution or solid. Disposal of this by-product on the soil or into water (sea/river) can be considered as a pollution transfer and thus this kind of technique must be associated with recycling or use of the by-product on site or on a customer site over a certain period of time. 5.3.2 Caesium catalyst The use of large amounts of caesium catalyst will have an impact on caesium production and disposal of the spent catalyst. 5.3.3 Electricity Practically all the processes for SO2 reduction lead to an increase in electricity consumption, mainly due to the pressure drop increase. This point impacts on the need for electricity generation and can have some consequences for CO2, SO2 and dust emissions from electricity power stations. 5.3.4 Cooling water effect to the atmosphere On a sulphuric acid plant the majority of the conversion energy is recovered as steam, but the absorption energy must be removed either totally or partially and this is generally achieved by water cooling. The cooling water system can be once through when large amounts of water are available, or may use an atmospheric cooling tower. In both cases, the recovered energy is transformed to water evaporation to the atmosphere. 6. Emerging techniquesSulphuric acid had been produced for many years and has the highest world production of any chemical. Most of the developments in production techniques have been made in the last 100 years and there is little scope for improvement. Sulphuric acid production is a mature industry and hence there is little room for further improvement in the process itself. There have been some developments in the materials used in the construction of the plants or their design such as the use of double shell vessels. These are mainly designed to reduce accidental pollution. Other developments have taken place in the following fields:- - Energy recovery from primary energy Currently the need is to optimise sections in the different process stages depending on site requirements and local conditions. 7. Conclusions and Recommendations7.1 Conclusions Two different groups of sulphuric acid production plants can be considered:- - Plants built before 1970 The first group were designed on the basis of a single absorption process, with associated conversion rates in the range of 96 to 98.5%. The second group operate the double absorption process, with conversion rates in the range of 99 to 99.7%. It has been noticed that large differences exist between these two groups, mainly depending on the upstream process generating the SO2 - containing gases. Some processes (sulphur burning for example) generate SO2 - rich and non variable gases leading to the highest conversion rates. Some others (spent acid regeneration for example) generate SO2 -lean and/or variable gases with corresponding lower conversion rates. In certain cases it is impossible to use a double absorption process. The conversion efficiency for the metallurgical plants depends on the fluctuations of the SO2 concentration at the inlet to the plant. The situation in Western Europe since 1990 is shown in Tables 16 and 17. Table 16 Project List of "New" Plants in Western Europe
Innovative techniques with environmental performance better than the listed techniques are not possible:- - A zero emission level is effectively achieved with
a conversion rate above 99.9% Sulphuric acid is one of the oldest industrial chemicals. A large number of improvements concerning emissions and energy recovery have been made by the industry over a long period of time. Today all sulphuric acid industries in Western Europe have taken the big responsibility to cut sulphur emissions down to a very low level. In order to improve the environment it is better to invest money to prevent the "Greenhouse" effect for example. There is no carbon dioxide emission when producing energy from sulphur.
All new plants with stable and high sulphur dioxide concentrations (> 6%), are built using the double contact process and to high energy standards. Most of the old plants have been improved to a good conversion rate and a high energy standard. Based on these facts the conclusion is that for gases with 6-12% SO2 a double absorption process with an average conversion rate of at least 99.6% is achievable. On the other hand for poor gases or fluctuating gases where a double absorption process is not feasible for practical and theoretical reasons, a single absorption process can be considered as BAT. In this case and with optimal design, a conversion rate of 99% can be achieved. 7.2 Recommendations On the basis of 7.1, the following recommendations are made:- 1 For new plants, the Double Absorption process has to be considered as the BAT, when achievable. The average conversion rate corresponding to this technique is at least 99.6% for non variable and rich gases (> 6% SO2 ). It is possible to improve this conversion rate by 0.2% by using a caesium catalyst. However, this quite new catalyst is very expensive (3 to 4 times the normal one) and should only be used when local constraints are very severe. 2. For plants operating on a Single Absorption process, different ways can be considered:- - Caesium catalyst in the last bed (conversion at
least 99%) and the BAT will depend on:- - Site location and opportunities When achievable on a technical basis, a transformation to Double Absorption process can be considered as the BAT. When transformation from Single to Double Absorption is not possible or when there is the possibility of enhanced value for the by-product resulting from the scrubbing (ammonium, sodium, magnesium or calcium salts or solutions), this can be considered as the BAT for old and new plants. Tail gas scrubbing can be a solution to limit emissions, depending on local legislation, environmental considerations and economic data. In this case, the possible enhanced value for by-products has also to be taken into account and therefore in specific cases only, single absorption can be considered as the BAT. For tail gas processes with lower sulphur dioxide content or fluctuating concentration it is always a matter of process and each case must be decided for each plant. Depending on the local conditions the recommendation is tail gas treatment with ammonia, calcium hydroxide or sodium hydroxide as described. This level is normally reached by double contact and double absorption but this must always be decided at the plant and, depending on that, all sites have different possibilities due to local conditions. 3. For plants where double absorption is not achievable because of the gas quality and where there is no possible use for a neutralisation by-product, processes able to operate on very poor gases have to be considered as the BAT, with the condition of recycling the by-product (usually sulphuric acid more or less diluted) in the plant. These processes can be:- - Abatement by scrubbing with
H2O2 In conclusion to SO2 emissions minimisation from sulphuric acid plants, for old and new plants the recommendation for the BAT is to take into account:- - Site opportunities Progress made during the last years in the design of absorption towers, and high efficiency demisting systems for SO3 and H2SO4 mists emissions, allow these emissions to be kept to very low levels, as low as 50mg.Nm-3 and this could be the BAT. 8. References1 Ullman's Encyclopedia of Industrial Chemistry. 5th edition, volume A25, 1994. Page 644-647 2 Sulphur No. 249, April 1997. Page 53-55.Lisa Connock. What's new for sulphuric acid service? 3 NACE International standard "Standard recommended Practice, Design, Fabrication, and Inspection of Tanks for the Storage of concentrated Sulfuric Acid and Oleum at Ambient Temperatures" NACE Standard RP0294-94, Item No. 21063 4 VDI-Richtlinien VDI, Measurement of gaseous Emissions, Measurement of the Sulfur-Trioxid Concentration, 2-Propanol Method, VDI 2462 Part 7, (March 1985) 5 Sulphur, Sulphur Dioxide and Sulphuric Acid. U.H.F. Sander, H. Fischer, U. Rother, R. Kola B.S.C. Ltd and Verlag Chemie International Inc. (1982) 6 VDI-Richtlinien VDI, Emission control Sulphuric Acid Plants, VDI 2298 (September 1984) 7 VDI-Richtlinien VDI, Measurement of gaseous Emissions, Measurement of the Sulfur-Dioxide Concentration, H2O2 Thorin method, VDI 2462 Part 8 (March 1985) 8 VDI-Richtlinien VDI, Messen der Schwefeldioxid-Konzentration, Leitfähigkeitsme�gerät Mikrogas-MSK-SO2 -E1, VDI 2462 Blatt 5 (Juli 1979) 9 VDI-Richtlinien VDI, Messen der Schwefeldioxid-Konzentration, Infrarot Absorptionsgeräte UNOR 6 und URAS 2, VDI 2462 Blatt 4 (August 1975) 10 VDI-Richtlinien VDI, Messen der Schwefeldioxid-Konzentration, Wasserstoffperoxid-Verfahren, VDI 2462 Blatt 2/3 (Februar 1974) 11 VDI-Richtlinien VDI, Messen der Schwefeldioxid-Konzentration, Jod-Thiosulfat-Verfahren, VDI 2462 Blatt 1 (Februar 1974) 12 Sulphur No. 251, Juli-August 1997, Page 55-64, Lisa Connock, "Addressing the problem of spent acid" 13 Ullmann's Encyclopedia of Industrial Chemistry. Sixth Edition, 1998 Electronic Release, SULFUR-Commercial Grades and Forms (Wolfgang Nehb, Karel Vydra), page 1-59, 1998 Wiley-VCH, D-69451 Weinheim, Germany 14 Sulphur No. 219, March-April 1992, Page 26-39, "Converter design for SO 2 oxidation" 15 Ullmann's Encyclopedia of Industrial Chemistry. Vol. A 25, Hermann Müller, "Sulfur Dioxid", page 569-612, 1994 VCH Verlagsgesellschaft 16 Ullmann's Encyclopedia of Industrial Chemistry. Vol. 25 A, Hermann Müller, "Sulfuric Acid and Sulfur Tri-oxide", page 635-703, 1994 VCH Verlagsgesellschaft 17 Chemie Ingenieur Technik (67) 12/95, Page 1634-1638 VCH Verlagsgesellschaft, D-69469 Wein-heim, 1995 Hilmar Brunn, Claudine Kippelen, Thomas Spengler und Otto Rentz, "Luftemission der Proze�kette: Vergipsung gebrauchter Schwefelsäure" 18 Sulphur No. 237, March-April 1995, "Processing options for low-SO2 gases", page 29-38 19 Sulphur No. 236, January-February 1995, "Stricter limits for Emissions", page 20-24 20 Sulphur No. 258, September-October 1998, page 54, "Table 4: Suphuric acid 1995-1997" 21 Sulphur No. 241, November-December 1995, page 35, "Table 4: Sulphuric acid 1992-1994" 22 Sulphur No. 213, March-April 1991, page 30-37 "Managing the wastes from pigment production" 23 Sulphur No. 214, May-June 1991, page 13 "High-purity acid plant" 24 Sulphur No. 215, July-August 1991, page 42-44 "Rhone-Poulenc opens Europe's largest commercial regeneration plant" 25 Sulphur No. 229, November-December, 1993, page 40-48 "Modern plants must be immaculate" 26 Sulphur No. 224, January-February, 1993, page 7 27 Sulphur No. 230, January-February 1994, page 31-37 "Bigger smelter, smaller emissions" 28 Sulphur 97, Vienna, 16-19 November 1997, page 165-182, T.Inthoff, R.Roiberts, A.Phillips "Tessenderlo Chemie Acid Plant sets the Standard for World-Class Performance" 29 Sulphur No. 235, November-December 1994, page "Acid recycling on the Rhine river" 30 Sulphur No. 223, November-December 1992, page 13-14 31 Sulphur No. 256, May-June Page 21-23, "Sulphuric acid project listing" 32 Sulphur No. 228, September-October 1993, page 37-45, "Continuous monitoring of SO2 emissions" 33 Sulphur No. 215 July-August 1991 page 29-37 "Wet catalysis sulphuric acid process dispose of problem waste gas" Appendix: Inputs and OutputsA1 Sulphur Burning Plants with Single Absorption
A2 Sulphur Burning Plants with Double Absorption
A3 Pyrites Roasting
A4 Zn, Pb Smelter Sulphuric Acid Plants
A5 Complex (Pb, Cu) S Batch Treatment
A6 Copper Smelter Sulphuric Acid Plant
A7 Spent Acid Regeneration
A8 Scheme of Energy Output from a Sulphur Burner Double Absorption Plant (Bayer) The plant has a capacity of 625t.d-1 100% sulphuric acid. The inlet SO2 concentration bed 1 is 10.5%.
|
|